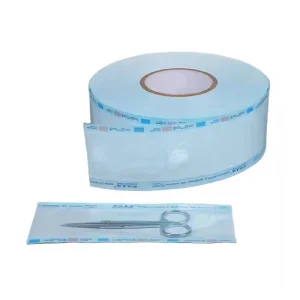
In the contemporary healthcare landscape, the safety of surgical instruments is paramount. Polypropylene (PP) sterilization wraps have emerged as the gold standard for sterile barrier systems in hospitals and surgical centers worldwide. Unlike traditional cellulose-based papers, polypropylene non-woven fabrics offer superior microbial barrier properties, fluid resistance, and tensile strength, ensuring that instruments remain sterile from the autoclave through to the operating theater.
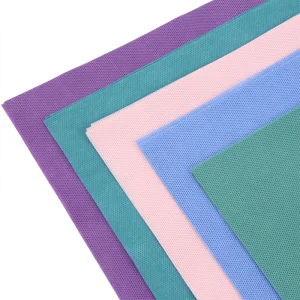
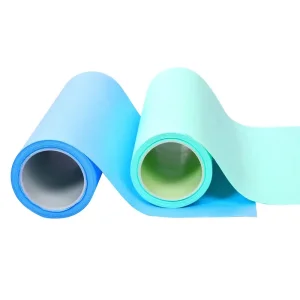
The global market for sterilization wraps is undergoing a significant transformation driven by the need for enhanced patient safety and operational efficiency. Current industry trends highlight a shift towards SMS (Spunbond-Meltblown-Spunbond) technology. This composite structure provides an optimal balance between porosity—allowing steam penetration—and high filtration efficiency against bacteria and particulate matter.
Furthermore, sustainability is becoming a core focus. Manufacturers are now investing in lighter yet stronger materials that reduce waste without compromising the integrity of the sterile barrier. As international regulations like ISO 11607 tighten, hospitals are demanding documentation and consistent quality, pushing factories to adopt more rigorous testing protocols.
China has firmly established itself as a global leader in the production of medical-grade non-woven fabrics. Top Chinese factories, such as Guangzhou Jalil Medical Co., Ltd., have scaled their operations to meet massive global demand while maintaining strict adherence to international medical standards. The key advantages of sourcing from these facilities include:

Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments. Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards.
Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.
Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
For procurement officers in large hospital systems, the choice of a sterilization wrap partner is not merely about price; it is about risk mitigation. A reliable partner must demonstrate: