High-performance medical sterilization barriers verified for rigorous clinical and bio-pharma workflows.




In modern healthcare, biopharma manufacturing, and medical device sectors, the maintenance of sterility is not merely a process milestone; it is the ultimate determinant of patient safety. Pharmaceutical-grade sterilization pouches act as the fundamental Sterile Barrier System (SBS), ensuring that complex medical instruments, drug-delivery components, and implantable systems remain entirely free of microbiological contaminants from the moment of terminal processing up to the precise second of point-of-use application.
The global medical packaging landscape is undergoing a structural transition. Driven by the tightening of regulatory frameworks such as the European Union Medical Device Regulation (EU MDR 2017/745), US FDA Class II/III requirements, and global updates to ISO 11607 Part 1 & 2, manufacturers are shifting away from general-purpose sterilization packaging toward specialized, highly validated pharmaceutical-grade solutions. This transition demands precise raw material selection, validated heat-sealing parameters, cleanroom production environments, and highly visible multi-variable chemical indicator integrations.
The pharmaceutical packaging industry is witnessing unprecedented technological integration. Historically, sterilization wraps and simple paper-plastic pouches were sufficient for clinical tools. Today, the rapid expansion of biologics, advanced therapy medicinal products (ATMPs), and custom orthopedic implants has elevated the mechanical and biological demands placed upon sterile barriers.
While traditional medical-grade kraft paper remains widely used for standard steam autoclave cycles, high-complexity biopharma applications increasingly utilize synthetic flash-spun high-density polyethylene (HDPE) membranes, most notably DuPont™ Tyvek®. Tyvek-based pouches offer superior tear resistance, exceptional microbial barrier properties, and compatibility with low-temperature sterilization processes such as Ethylene Oxide (EO), Hydrogen Peroxide (H2O2) Gas Plasma, and Gamma Irradiation.
The industry has recognized that packaging cannot introduce particulate pollution. Standard medical packaging is no longer acceptable for implantable medical devices or injectable drug containment systems. Leading manufacturers must operate certified ISO Class 7 (Class 10,000) or ISO Class 5 (Class 100) cleanrooms. This ensures that the inner surfaces of the sterilization pouches possess zero particulate residue, avoiding systemic inflammatory responses when medical devices interact with patient tissue.
Unlike conventional packaging materials that rely solely on mechanical filtration, advanced pharmaceutical-grade pouches utilize tortuous-path microstructures. This allows sterile gas penetrability (for rapid pressure equalization during vacuum autoclave cycles) while maintaining a log reduction value (LRV) of >5 for bacterial spores (typically Geobacillus stearothermophilus or Bacillus atrophaeus).
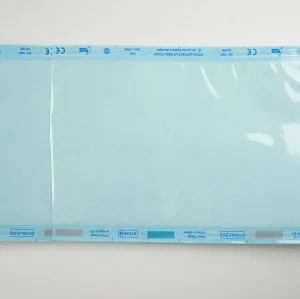
Co-extruded multilayer films (e.g., PP/PE structures) offer high clarity, low curl, and exceptional seal strength to prevent puncture from sharp surgical instruments.
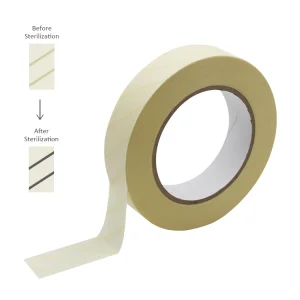
Color-changing chemical indicators conform to ISO 11140-1 Class 1, 4, or 6, visualising successful Steam, EO, or VH2O2 penetration instantly.
Engineered clean-peel properties eliminate fiber-shredding during aseptic presentation, maintaining a completely particulate-free sterile field.
For multinational pharmaceutical companies, medical device manufacturers (MDMs), and healthcare distributors, sterile packaging procurement is a process centered around risk mitigation. Procurement teams are not just buying pouches; they are buying documented compliance, quality control, and supply chain continuity. Key purchasing benchmarks include:
| Material Type | Sterilization Compatibility | Microbial Barrier Efficiency | Tensile Strength | Primary Cleanroom Application |
|---|---|---|---|---|
| Medical Grade Paper (60/70 GSM) | Steam (Autoclave), EO Gas | Moderate (Tortuous Path) | Standard | General clinical instruments, dental packs |
| DuPont Tyvek® 1073B / 1059B | EO Gas, VH2O2 (Plasma), Gamma | Exceptional (Ultra-Fine Fibers) | Extremely High (Puncture Resistant) | Orthopedic implants, biopharma components |
| Co-Extruded Multi-Layer Film | Steam, EO, Plasma | Impervious (Barrier Layer) | High Elongation | Facing material for transparent pouches |
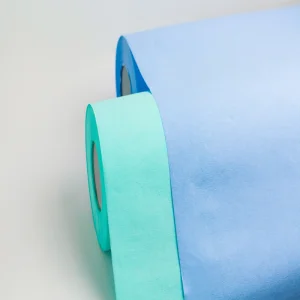
| Crepe Wrapping Paper | Steam, EO, Gamma | High (Interlocking Cellulose) | Flexible Wrap | Surgical tray liner wraps, heavy kit packaging |
The landscape of sterile barrier manufacturing in China has moved past simple, low-cost assembly lines. Today, leading facilities, such as Guangzhou Jalil Medical Co., Ltd., employ advanced manufacturing automation (China Factory 4.0) to deliver significant quality and cost benefits to international markets.
By integrating high-speed rotary pouch-making machinery, automatic vision inspection systems (which spot thermal seal fluctuations in real-time), and automated inline printing, Chinese factories deliver stable, high-performance sterile barriers. Furthermore, China's comprehensive raw material ecosystem allows manufacturers to buffer against global supply chain shocks. This ensures that even during times of rising global freight costs, the base cost of pharmaceutical-grade sterilization wraps and pouches remains highly competitive.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments.
Our extensive product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed and manufactured to meet rigorous international standards. Operating modern, ISO-certified production facilities, Jalil Medical combines advanced machinery with strict quality control to deliver consistent, reliable products.
We support OEM and ODM services, allowing healthcare providers, pharmaceutical manufacturers, and distributors to access customized solutions that meet specific operational and regulatory requirements. Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments.

By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use. At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry. Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.
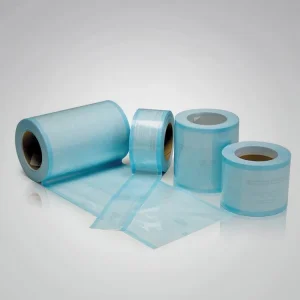
Understanding that different sterilization methods (steam autoclave, dry heat, ethylene oxide, hydrogen peroxide gas plasma) require highly specific physical properties, Jalil Medical offers tailored solutions. From customized widths and roll lengths (reel configuration) to bespoke multi-color indicators and private-label packaging, our engineering team works directly with global procurement directors to validate custom specifications under ISO 11607 standards.
Pharmaceutical-grade sterilization barrier systems are implemented across various localized environments, each with specific challenges:
In hospital environments, speed, ease of use, and visual confirmation of sterility are essential. Autoclave indicator tapes and sterilization pouches with built-in chemical indicators allow technicians to quickly check if surgical kits have been processed. Clean-peeling properties prevent the release of paper fibers when opening bags near open surgical fields.
Bioprocessing operations require components (e.g., tubing, filling needles, custom gaskets) to be Terminally Sterilized. Using Tyvek header pouches allows Ethylene Oxide (EO) gas to penetrate and sterilize these components. The high gas-venting speed of these pouches prevents rupture during vacuum cycles, preserving the sterile barrier.
Specialized laboratories require sterilization wraps and indicator strips to handle chemical stain jars and cryo-tubes. Our low-temperature indicators and cryogenic labeling systems remain legible and intact down to -196°C in liquid nitrogen storage. This ensures sample tracking and contamination control during long-term storage.
High-performance medical sterilization barriers verified for rigorous clinical and bio-pharma workflows.