Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments.
Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards. Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products.

Understanding the shift towards sustainable, high-performance sterile barrier systems.
The global medical packaging film market is undergoing a seismic shift. Driven by an aging population, the rise of chronic diseases, and a heightened focus on hospital-acquired infections (HAIs), the demand for Sterile Barrier Systems (SBS) is projected to grow at a CAGR of over 6% through 2030. In regions like North America and Europe, stringent regulations such as ISO 11607 and MDR (Medical Device Regulation) are pushing manufacturers to adopt more sophisticated co-extrusion films and peelable laminates.
The industry is moving beyond simple protection. Modern medical films now incorporate Smart Indicators that change color when sterilization is successful, and Eco-friendly Materials that reduce carbon footprints without compromising aseptic integrity. At Jalil Medical, we are integrating AI-driven quality control in our production lines to ensure zero-defect manufacturing of multilayer barrier films, ensuring that every pouch and wrap meets the peak of safety standards.
Tailored solutions for medical device manufacturers and global distributors.
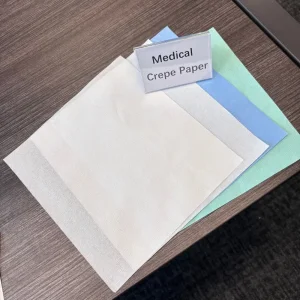
We provide full-spectrum ODM services, from material selection (PET/PP, Tyvek, Crepe Paper) to custom dimensions and printing designs that reflect your brand identity.
Every customized product is manufactured to comply with CE, ISO, and FDA requirements, ensuring a smooth entry into international healthcare markets.
Our R&D team in Guangzhou utilizes advanced CAD and 3D modeling to shorten the development cycle, allowing you to bring innovations to market faster.
We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements. Our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions.
Our sterile packaging solutions are utilized in diverse professional environments.
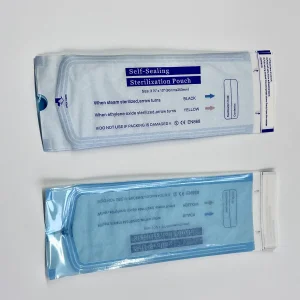
Ensuring that surgical kits and individual instruments remain sterile throughout transport and storage within high-pressure hospital environments.
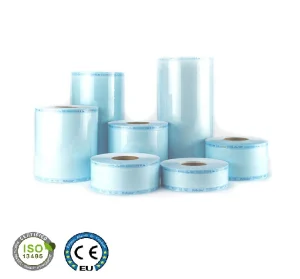
Self-sealing pouches and dental sterilization rolls designed for high-turnover instrument sterilization, ensuring patient safety and clinic efficiency.
High-barrier films that protect sensitive diagnostic equipment and biological samples from contamination.
Located in Guangzhou, the heart of China’s industrial powerhouse, Jalil Medical leverages a world-class logistics network and raw material ecosystem, ensuring competitive pricing and stable supply.
By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
Whether for small clinics or large hospitals, Jalil Medical is a reliable partner. We handle both high-volume wholesale orders and specialized small-batch custom runs with equal precision.
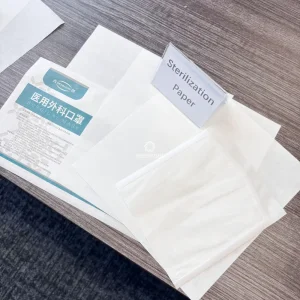
The integrity of medical packaging films is defined by their barrier properties. At Jalil Medical, we utilize multilayer co-extrusion technology to create films that are exceptionally resistant to microbial penetration while remaining permeable to sterilants like Steam, EO Gas, or Gamma radiation. Our Medical Grade Sterilization Paper and Crepe Paper offer superior drapability and puncture resistance, critical for heavy instrument trays.
We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry. Our facilities are cleaned to Class 100,000 standards, minimizing bioburden even before the sterilization process begins.