High-performance sterilization packaging, chemical process controls, and specialized laboratory containment bags engineered to protect critical biological and medical devices.







Leading global manufacturer of sterile barrier systems, providing ISO-certified solutions that guarantee zero-compromise instrument and labware integrity.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments. Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards.
Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.
Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry. Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.

The dynamics of sterilization packaging science: transitioning from traditional barrier wraps to smart, biocidal, and eco-friendly substrates.
Integrating multi-layered co-extruded films that reduce plastic volume while maintaining superior puncture resistance and tensile strength. Our ongoing research targets polyolefin blends capable of withstanding extreme autoclave cycles without delamination, ensuring visual optical clarity for content verification.
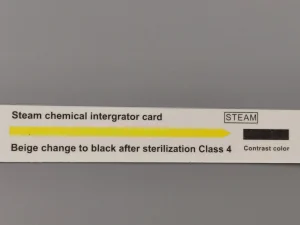
Moving beyond basic chemical indicators, our technology roadmap introduces dual-indicator systems that record time, temperature, and gas concentration parameters. Integrated passive RFID tags inside reinforced seams allow logistics tracking and digital verification of sterile states without opening the outer pack.
In response to global sustainability mandates, Jalil Medical is validating bio-synthetic polymer films paired with FSC-certified medical-grade kraft papers. These formulations optimize biodegradation timelines without compromising sterile barrier performance (EN 868-5 compliance) or shelf life.
| Material Substrate | Sterilization Compatibility | Microbial Barrier Efficiency | Tensile Strength (MD) | Environmental Footprint |
|---|---|---|---|---|
| Medical Crepe Paper (60g/m²) | Steam, EO, Gamma | High (≥ 99.8%) | Moderate (≥ 3.2 kN/m) | Excellent (100% Biodegradable) |
| DuPont Tyvek® 1073B | VH2O2 (Plasma), EO, Gamma | Ultra-High (≥ 99.97%) | Exceptional (≥ 5.8 kN/m) | Recyclable HDPE |
| SMS Non-Woven Wrap | Steam, EO, Plasma | High (≥ 99.9%) | High (≥ 4.5 kN/m) | Standard Synthetic Polymer |
| Co-extruded PET/PP Film | Steam, EO | Absolute Seal Barrier | High (Burst Limit > 300 kPa) | Recyclable Film Blend |
Adapting cleanroom-validated sterile barrier configurations to support diverse requirements across scientific, clinical, and industrial sectors.
Different clinical and research contexts demand tailored physical properties. Standard commercial packaging often fails under the vacuum pressures of industrial steam sterilizers or the chemical corrosion of low-temperature vaporized hydrogen peroxide (VH2O2) plasma sterilization systems.
How our automated, high-output production infrastructure in Guangzhou safeguards global lead times and product consistency.
By using real-time machine vision inspection systems, we inspect every centimeter of sealed seams on our pouch line. Any pinholes, micro-tears, or deviations in seal width trigger automatic separation, guaranteeing 100% compliant shipments.
Our Class 100,000 (ISO Class 8) cleanrooms are subject to automated HVAC filtration and positive pressure monitoring. Particle concentration and airborne bioburden are measured daily to prevent contaminant seeding prior to sealing.
Through strategic partnerships with industry-leading medical paper and polymer suppliers, we maintain safety stocks of raw materials. This setup protects our clients from supply chain volatility and ensures stable pricing year-round.
Meeting the strict validation standards set by international regulatory authorities for medical packaging.
Sterile barrier systems must remain intact from the point of manufacture through to aseptic opening. At Jalil Medical, we assist our OEM partners in completing the validation requirements detailed in ISO 11607-1 (materials, sterile barrier systems, and packaging systems) and ISO 11607-2 (validation requirements for forming, sealing, and assembly processes).
Our in-house laboratories perform rigorous testing protocols, including:
Helping corporate procurement teams manage sterile packaging contracts, minimize supply risk, and streamline logistics.
We print custom logos, sterile indicators, directional peel arrows, and product descriptions directly onto film or paper surfaces. Customized color codes can be designed to match internal inventory tracking protocols.
We group pouches, autoclave indicator tapes, indicator strips, and wrapping papers into consolidated container shipments. This reduces freight expenses, customs fees, and localized storage overheads.
We work with scheduled blanket purchase orders, allowing you to secure volume discounts while scheduling shipments monthly or quarterly to optimize warehouse space.
Answers to technical and regulatory questions concerning medical and laboratory sterilization packaging.
Sterilization wraps, dental pouches, custom crepe papers, and specialized medical assemblies designed for high-turnover clinical and diagnostic workflows.







