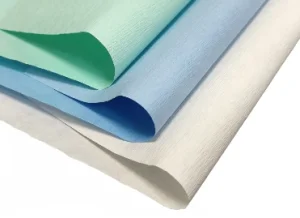
The global demand for Sterilization Paper & Film Laminates is surging as healthcare facilities prioritize infection prevention. Our laminates utilize multi-layer PET/PP films combined with medical-grade paper to provide a superior microbial barrier, ensuring instruments remain sterile from the autoclave to the operating room.
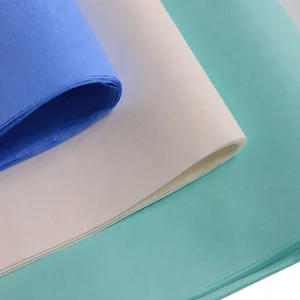
Modern industry trends are shifting towards sustainability. We are leading this transition by developing pure wood pulp-based crepe papers and recyclable film laminates that reduce the environmental footprint without compromising the safety standards required for Steam or EO gas sterilization.
Precision is key in medical environments. Our products feature integrated chemical indicator strips that undergo distinct color changes, providing immediate visual confirmation that the sterilization parameters have been successfully achieved.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments.
Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards. Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products.

Manufacturing Excellence: As a premier Chinese exporter, Guangzhou Jalil Medical leverages a highly efficient supply chain and cutting-edge automation. This allows us to offer competitive pricing while maintaining the highest quality of medical-grade sterilization paper and film laminates. Our facility integrates the latest in laminating technology, ensuring uniform adhesion and peelability.
OEM & ODM Customization: We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements. Whether it's custom sizing, printing, or specialized material composition, our R&D team works closely with global partners to deliver bespoke packaging.
Global Logistics Hub: Located in Guangzhou, we benefit from world-class logistics infrastructure, enabling rapid shipping to the Middle East, Southeast Asia, Europe, and the Americas. This ensures that your supply chain for critical medical consumables remains uninterrupted.
Strict Compliance: Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. We strictly adhere to EN 868 and ISO 11607 standards, providing the documentation required for global procurement tenders.
By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use. Our sterilization paper and film laminates are essential in various high-stakes environments:
When sourcing Sterilization Paper & Film Laminates, procurement officers must consider the Bacterial Filtration Efficiency (BFE) and Mechanical Strength. Our products utilize reinforced medical-grade paper (60g/m² or 70g/m²) paired with high-tensile strength PET/PP films. This combination prevents punctures from sharp surgical tools while allowing efficient penetration of sterilant gases like Ethylene Oxide (EO) and Steam.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry. Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.