The global healthcare industry is witnessing a paradigm shift in infection control and sterilization processes. Central Sterile Supply Departments (CSSD) are increasingly moving away from disposable wraps toward rigid sterilization containers. At the heart of these containers lies the Sterilization Container Filter—a critical component that ensures air and sterilant exchange while maintaining a microbial barrier. As of 2024, the market for these filters is expanding at a CAGR of 6.5%, driven by the rising volume of surgical procedures and the urgent need for sustainable, cost-effective hospital waste management.
Advanced filtration technology now offers options ranging from traditional single-use paper filters to multi-use PTFE (polytetrafluoroethylene) membranes. These innovations are designed to meet the rigorous demands of ISO 11607 and EN 868 standards. For healthcare providers, selecting the right supplier is not just a matter of cost; it is a vital decision affecting patient safety, operational efficiency, and long-term budgetary health. From large-scale metropolitan hospitals to specialized dental clinics, the demand for high-integrity filtration systems has never been higher.
| Manufacturer Name | Key Product Focus | Market Advantage | Primary Region |
|---|---|---|---|
| Aesculap (B. Braun) | Rigid Container Systems & Filters | Global market leader, premium durability | Germany / Worldwide |
| Wagner GmbH | Advanced Sterilization Filters | Engineered precision, long-term reuse | Europe |
| Case Medical | SteriTite Containers & FlashCard | Environmental sustainability, PTFE tech | North America |
| Genesis (BD) | Sterilization Containment Solutions | Comprehensive hospital ecosystem integration | USA |
| Guangzhou Jalil Medical | Sterilization Packaging & Indicators | High cost-performance, OEM flexibility | Asia / Global Export |
| Medline Industries | Disposable Sterile Barrier Systems | Extensive distribution network | Global |
| Halyard Health (O&M) | Wrap and Filtration Accessories | Proprietary non-woven technology | North America |
| CBM (Medical Devices) | Stainless Steel Container Filters | Specialized surgical instrument protection | Italy |
| Aygun Surgical Instruments | Sterilization Box Systems | Diverse range of container accessories | Turkey |
| KLS Martin Group | MicroStop & Filter Systems | High-end technical innovation | Germany |
Hospitals are moving toward reusable PTFE filters that can last up to 2,000 cycles, drastically reducing the medical waste generated by single-use paper filters.
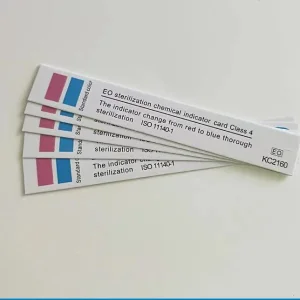
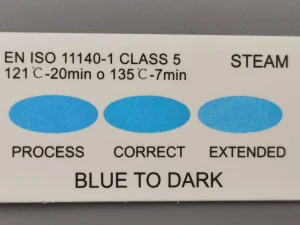
Integration of chemical indicators directly onto filter holders allows staff to verify sterilization success at a glance, improving safety protocols.
New nanotech fibers are providing higher bacterial filtration efficiency (BFE) while allowing faster steam penetration and drying times.
Procurement officers in the modern healthcare era are no longer just looking for the lowest price. They are evaluating Total Cost of Ownership (TCO). This includes the longevity of the filter, the compatibility with multiple container brands, and the reliability of the supply chain. In regions like North America and Europe, regulatory compliance (FDA, CE) is non-negotiable. In emerging markets, the focus is on scaling infrastructure, requiring suppliers who can provide high-volume, consistent quality at competitive price points.
As a premier Chinese manufacturer, Guangzhou Jalil Medical Co., Ltd. represents the pinnacle of modern medical manufacturing. The "Made in China" label in the medical sector has evolved into a symbol of efficiency, innovation, and immense scale. By leveraging a localized supply chain for raw materials and state-of-the-art automated production lines, we offer a value proposition that Western manufacturers find difficult to match.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments. Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards.

Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.
Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry. Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.
Small-format sterilization containers require specialized, high-permeability filters that allow for rapid turnaround of handpieces and orthodontic tools in high-volume clinics.
Heavy-duty containers for orthopedic and cardiovascular sets rely on robust filtration systems that can withstand high pressure and ensure complete steam penetration through dense instrument loads.
Sterilization of glassware and sensitive experimental apparatus demands filters that guarantee zero microbial bypass to maintain the integrity of scientific research.