Ophthalmic surgery demands an unparalleled level of precision, cleanroom control, and microbiological sterility. With structural tissues such as the cornea and vitreous body exhibiting high vulnerability to postoperative endophthalmitis, the integrity of surgical instruments prior to incision is paramount. Ophthalmic sterilization bags—specifically designed to house micro-forceps, diamond knives, phacoemulsification handpieces, and cannulas—serve as the primary Sterile Barrier Systems (SBS) protecting life-critical medical devices.
As specialized ophthalmic surgeries scale globally to meet the aging population's needs, medical institutions must source sterilization packaging that ensures zero particulate generation, superior peelability, and flawless chemical and microbial barrier metrics. This whitepaper analyzes the technology, macro-economic drivers, and manufacturing paradigms defining the future of ophthalmic sterile barrier production.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments. Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards.
Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.

Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry. Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.
B2B buyers, ranging from multinational medical device distributors to regional ministries of health, must evaluate a complex matrix of requirements when procuring ophthalmic sterilization bags. Ophthalmic surgical kits are particularly sensitive due to the micro-dimensions of the surgical tools involved.
"The challenge lies in managing structural rigidity and thickness without compromising the gas permeability required for sterilization cycles." - Senior Procurement Quality Engineer
Key procurement variables include:
The choice of material determines the validation profiles of Sterile Barrier Systems. Below, we examine the typical configurations utilized in global manufacturing hubs to balance breathability, puncture resistance, and price competitiveness.
| Material Configuration | Sterilization Suitability | Puncture Index | Particulate Shedding | Typical Application |
|---|---|---|---|---|
| Tyvek® 1073B + PET/PE Film | EO, Plasma, Gamma | Excellent (High) | Virtually Zero | Premium Implantable Lens Kits, Micro-Surgical Sets |
| 60gsm Medical Grade Paper + Film | Steam Autoclave, EO | Moderate | Low (Aseptic Peel) | Standard Cannulas, Ophthalmic Speculums |
| SMMMS Non-Woven Wrap Sheets | Steam, EO, Plasma | High | Minimal | Bulk Instrument Tray Over-Wraps |
| Self-Sealing Pouches (Paper/Film) | Steam, EO | Standard | Low | Clinics, Outpatient Surgical Centers |
Medical manufacturers must integrate multi-layer co-extruded films to prevent film-layer curling, and utilize solvent-free lamination processes to reduce outgassing risks during thermal processing.
The medical sterilization packaging industry is shifting rapidly toward automated clinical workflows and enhanced ecological accountability. Three major trends define the technical roadmap:
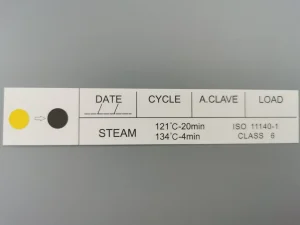
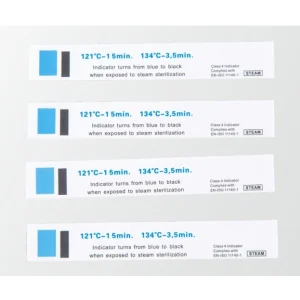
Traditional chemical indicators change color to verify cycle exposure. Future packaging incorporates digital indicator matrices and unique device identifiers (UDI) directly printed on the film layer. Ophthalmic surgical staff can scan the sterilization bag to log autoclaving duration, lot numbers, and regulatory expiration timelines automatically into hospital ERP databases.
With healthcare systems committing to carbon-neutral initiatives, research is heavily invested in recyclable mono-polymers that perform up to the sterile barrier integrity requirements of EN 868-5. Guangzhou Jalil Medical is leading validation experiments to develop high-barrier, bio-based films that maintain thermal stability under high steam conditions.
Packaging geometries are adapting to facilitate robot-assisted peeling and loading inside modern hybrid operating rooms. Non-curling properties and structured rigid-backing membranes are engineered to prevent the package from collapsing back onto the sterile contents during automated manipulation.
A sterile barrier is only as robust as its validation process. Guangzhou Jalil Medical ensures that every batch of sterilization packaging meets the strict criteria outlined by international healthcare standard boards: