Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments.
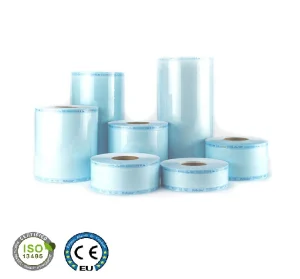
In today's complex clinical landscape, we don't just sell bags; we provide validated barrier systems. Our products, including sterile pouches, autoclave sterilization wraps, and chemical indicators, are engineered to withstand rigorous Steam, Ethylene Oxide (EO), and Formaldehyde sterilization cycles while maintaining 100% integrity.

The global medical grade sterilization pouches market is projected to reach $4.5 billion by 2030, driven by the rise in surgical procedures and stringent hospital-acquired infection (HAI) prevention protocols across Europe, North America, and Southeast Asia.
Shift towards "Smart Packaging" featuring multi-color chemical indicators and "Aseptic Opening" designs. Materials are evolving from standard PET/PP to high-rupture-strength reinforced medical papers and Tyvek® alternatives.
Eco-conscious procurement is rising. Factories are now optimizing material thickness to reduce plastic waste without compromising the microbial barrier, a key requirement for modern CSR-driven hospitals.
13485 Certified
Countries Exported
Medical Grade Materials
Custom Solutions
Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities. We utilize high-speed automated pouch-making machines that ensure precise sealing and zero-defect output. Our Class 100,000 cleanroom environments prevent contamination during the manufacturing phase.
Every batch of our pouches undergoes burst strength tests, peel tests, and dye penetration tests to ensure compliance with EN 868-5 and ISO 11607 standards. Our integrated color-changing indicators provide clear visual confirmation of sterilization success.
As a leading Chinese manufacturer, we offer the dual benefit of cost-efficiency and high manufacturing capacity. We support OEM and ODM services, allowing global healthcare brands to customize sizes, printing, and material combinations while maintaining competitive pricing that local Western factories cannot match.
Our sterilization solutions are tailored for various professional settings, ensuring safety across diverse medical disciplines.
Specifically designed self-seal pouches for handpieces, burs, and explorers. Quick turnaround sterilization is essential for high-patient-volume dental offices.
Meeting the rising regulatory demand in the body art industry for sterile tool management. Transparent film allows for easy kit identification.
Heavy-duty gusseted pouches and sterilization reels for large surgical trays, providing reinforced protection against punctures from sharp instruments.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. Whether for small clinics or large hospitals, we are a reliable partner for high-quality medical sterilization packaging and tape.
By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.