High-performance clinical and industrial sterilization packaging designed to maintain microbiological barrier integrity under severe transport and storage conditions.


Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments. Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards.
Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.
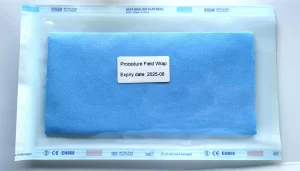
Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry. Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.

Key evolutionary factors driving regulatory demands and procurement pathways in sterile barrier manufacturing.
Regulatory bodies globally are increasing scrutiny on packaging validations under ISO 11607-1/2. Compliance requires not just microbial protection, but documented evidence of physical integrity post-sterilization, transit simulation, and long-term shelf stability testing.
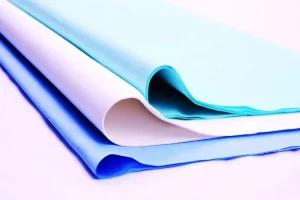
With healthcare organizations shifting toward circular economies, there is significant growth in the application of biodegradable, recyclable, and resource-efficient materials. Non-woven solutions like SMMS are optimized to reduce material weight without sacrificing barrier property.
Modern central sterile service departments (CSSDs) use robotic handling and high-speed heat sealers. Sterilization reels and pouches must possess highly consistent sealing properties and uniform fiber structures to prevent thermal burn-through during automated sealing.
Decisive performance parameters of materials engineered by Jalil Medical for extreme sterility assurance.
Combining Dupont Tyvek® with custom co-extruded polyester-polyethylene films offers unmatched tear resistance and breathability. Optimally applied for Low-Temperature Hydrogen Peroxide (H2O2) Plasma and Ethylene Oxide (EO) sterilization. The structure ensures rapid gas extraction, zero fiber shredding upon peel open, and absolute microbial exclusion.
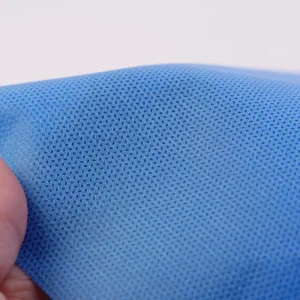
Our multi-layer SMMS structures utilize two layers of Spunbond (S) for tensile strength and puncture resistance, alternating with double Meltblown (M) micro-fiber layers acting as a tortuous path filter. Hydrophobic and alcohol-repellent coatings ensure protection against fluid strike-through while permitting high-efficiency steam penetration.
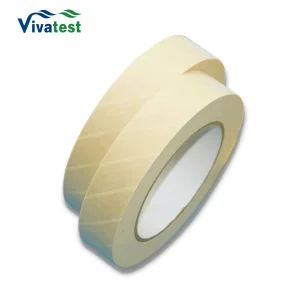
Engineered with heat-resistant, pressure-sensitive adhesives that bond securely to woven, non-woven, and paper wraps during autoclaving, yet peel clean without residue. The lead-free, non-toxic chemical indicator lines undergo an irreversible, clear color transition (e.g., green/yellow to black for steam, or pink to yellow for EO), verifying exposure to the sterilizing medium.
Establishing an airtight Sterile Barrier System requires strict control over manufacturing inputs. At Guangzhou Jalil Medical, our cleanrooms are monitored for particulate count, microbiological burden, humidity, and temperature. All batches are subjected to extensive testing protocols:
By working with international third-party test houses (SGS, TUV), we provide comprehensive documentation packs, including sterilization certificate analysis (COA), raw material traceability sheets, and compliance declarations.
Investing in advanced material sciences and smart manufacturing pipelines to secure tomorrow's clinical demands.
We are prototyping mono-material structures (e.g., PP-only pouches) that allow for straightforward recycling in medical streams, eliminating complex multi-material sorting processes.
Developing smart packaging layers displaying digital sterilant exposure logs. Hospital systems can scan dynamic QR codes to track inventory life cycle and device history automatically.
Integrating online machine vision systems directly on extruder and slitter equipment to inspect seal thickness and micro-perforations at 100% throughput rate.
Expert technical insights regarding raw materials, validation standards, and optimal storage parameters.
Extending protection across critical hospital operations with high-durability papers, wraps, and sterile field accessories.