As a leading China Top Flat Sterilization Pouches Exporter, Guangzhou Jalil Medical Co., Ltd. has established itself as an authoritative voice in the medical packaging landscape. In the modern era of healthcare, the integrity of sterile barriers is non-negotiable. Flat sterilization pouches represent the frontline defense against healthcare-associated infections (HAIs), providing a reliable microbial barrier that ensures instruments remain sterile from the moment they exit the autoclave until they reach the surgical field.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments. Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards.

Our commitment to the E-E-A-T principle (Experience, Expertise, Authoritativeness, and Trustworthiness) is reflected in our ISO-certified manufacturing processes and our deep understanding of global regulatory requirements such as CE and FDA. We don't just export products; we export safety, precision, and medical-grade reliability.
The global medical sterilization packaging market is projected to reach billions by 2030. Increased surgical procedures and strict hygiene protocols post-pandemic have made Flat Sterilization Pouches a staple in every medical facility from London to New York.
International buyers now demand more than just a bag. They require triple-seal technology, medical-grade kraft paper (60-70gsm), and high-performance PET/PP films that withstand high temperatures without delamination.
With the transition from MDD to MDR in Europe and stricter FDA 510(k) requirements, exporters from China must demonstrate rigorous validation of sterile barrier systems (ISO 11607).
The industry is moving towards Smart Packaging. We are integrating advanced chemical indicators that provide more precise color transitions, ensuring healthcare workers can instantly verify successful sterilization via Steam, Ethylene Oxide (EO), or Formaldehyde.
Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.
Our self-sealing flat pouches are the gold standard for dental burrs, handpieces, and mirrors. The compact sizes (e.g., 90x260mm) fit perfectly in dental autoclaves.
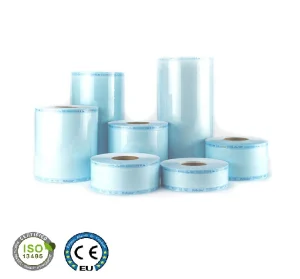
For larger instruments, our heat-sealing sterilization reels offer customizable lengths, ensuring large forceps and trays remain protected during transport.
Maintaining a sterile environment for glassware and sampling tools is critical in biotech labs. Our pouches provide a validated 5-year sterile shelf life.
Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry.
As a premier exporter, we offer several strategic advantages:
Eliminate middleman markups. Our large-scale production in Guangzhou allows us to offer competitive rates for bulk B2B orders without compromising on quality.
We utilize the latest film extrusion and paper coating technologies, ensuring our flat pouches have a clean "fiber-free" peel every time.
From private labeling to specific size requirements, we adapt our production lines to meet your local market's unique branding and regulatory needs.
Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.