In the contemporary industrial landscape, the demand for Cleanroom Sterilization Bags has transcended traditional medical boundaries. As global industries shift toward ultra-precision manufacturing and advanced biotechnology, the sterile packaging sector has witnessed a compound annual growth rate (CAGR) exceeding 6.5%. From the pharmaceutical corridors of Europe to the semiconductor hubs in Southeast Asia, sterile integrity is the silent guardian of innovation.
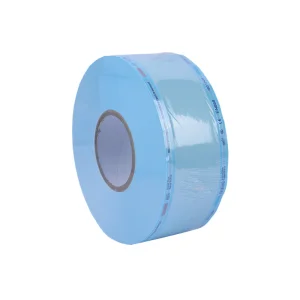
Modern cleanroom bags are no longer just "pouches"; they are complex engineered systems designed to withstand extreme sterilization methods including Ethylene Oxide (EO), Steam Autoclave, and Gamma Irradiation. The integration of breathable membranes like DuPont™ Tyvek® and high-barrier medical-grade films ensures that instruments remain sterile for up to five years, a critical requirement for global supply chains.
Industrial Insight: The rise of biological drugs and minimally invasive surgical tools has spiked the demand for customized OEM sterilization bags that offer superior puncture resistance and microbial barrier properties.

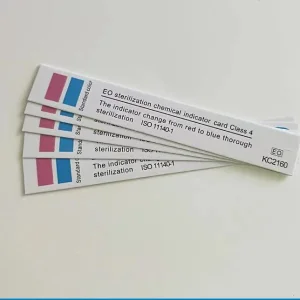
Integration of Class 4, 5, and 6 indicators directly on the pouch allows for instant visual verification of sterilization success, reducing human error in clinical settings.
The move towards recyclable medical-grade papers and reduced-plastic composites is helping hospitals meet their ESG (Environmental, Social, and Governance) targets without compromising safety.
Advanced manufacturing now utilizes AI-driven vision systems to ensure seal integrity and consistent peel strength, vital for aseptic presentation in operating rooms.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments.
Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards. Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.
Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use. At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions.
Located in the heart of Guangzhou's medical hub, we leverage a robust supply chain to source the highest quality medical papers and films at competitive prices.
Our engineering team can iterate on new designs and material combinations faster than western counterparts, providing you with a significant "time-to-market" advantage.
Proximity to major global ports allows us to offer flexible shipping terms (FOB, CIF, DDP) and ensure timely delivery to any continent.
Choosing the right sterilization bag involves understanding the physics of the sterile barrier. An effective SBS must perform three primary functions: allow the passage of the sterilizing agent (like Steam or EO gas), provide a microbial barrier after sterilization, and allow for aseptic removal of the contents.
Our Cleanroom Sterilization Bags utilize Medical Grade Paper (60gsm or 70gsm) which features controlled pore sizes to filter out microbes while allowing gas exchange. For heavy-duty applications, we offer Laminated Transparent Film (PET/PP) that provides clear visibility of the contents and high mechanical strength.
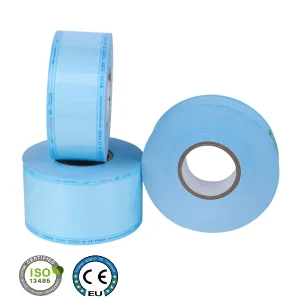
Every batch of our bags undergoes rigorous "Burst Tests" and "Dye Penetration Tests" in accordance with EN 868-5. This ensures that the seals remain intact even under the fluctuating pressure of a vacuum autoclave cycle.
All production and primary packaging are conducted in Class 100,000 (ISO 8) Cleanrooms. This minimizes initial bioburden and particulate contamination, which is vital for surgical implants and high-precision electronics manufacturing.
Whether for small clinics or large hospitals, Guangzhou Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape. Our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions worldwide.
Contact our expert team today for customized OEM/ODM inquiries!