The global adhesive medical labels market is currently undergoing a transformative shift, driven by the increasing demand for patient safety, stringent regulatory requirements, and the rapid expansion of the pharmaceutical industry. As we navigate the complexities of 2024 and beyond, medical labels have evolved from simple identification markers into sophisticated functional components essential for infection control, cryogenic storage, and automated logistics.
Medical label suppliers and exporters are now faced with the challenge of producing materials that can withstand extreme environments—ranging from the searing heat of autoclave steam sterilization to the sub-zero temperatures of liquid nitrogen storage (-196°C). For hospitals, laboratories, and pharmaceutical giants, the reliability of these labels is non-negotiable; a failed label can result in compromised sterility, loss of expensive biological samples, or critical errors in patient diagnosis.
Today, the procurement of medical labels is no longer just about finding a "sticker." Global buyers, particularly from North America, Europe, and the Middle East, are focusing on Regulatory Compliance (EU MDR & FDA) and Sustainability. There is a surging demand for PVC-free materials, lead-free indicator inks, and labels that integrate RFID technology for real-time tracking.
As a leading exporter from China, we have observed that international procurement teams are prioritizing Integrated Supply Chains. They seek partners who can provide a full suite of sterilization packaging—ranging from EO indicator labels to chemical indicator strips and medical-grade tapes—ensuring a unified quality standard across all infection control protocols.
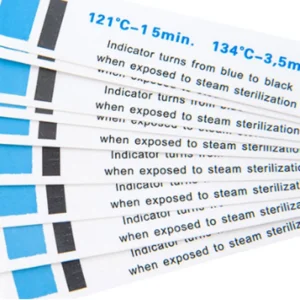
Our production lines utilize AI-driven optical inspection systems to ensure every indicator label meets the exact color-change threshold. Whether it's the shift from Red to Blue in EO sterilization or the specific chemistry required for steam indicators, our technology guarantees 100% accuracy.

With years of specialized experience in the Infection Control Industry, Guangzhou Jalil Medical Co., Ltd. has established itself as an authority in medical-grade adhesives. We don't just supply products; we provide validated solutions that meet ISO 11140-1 standards for chemical indicators.
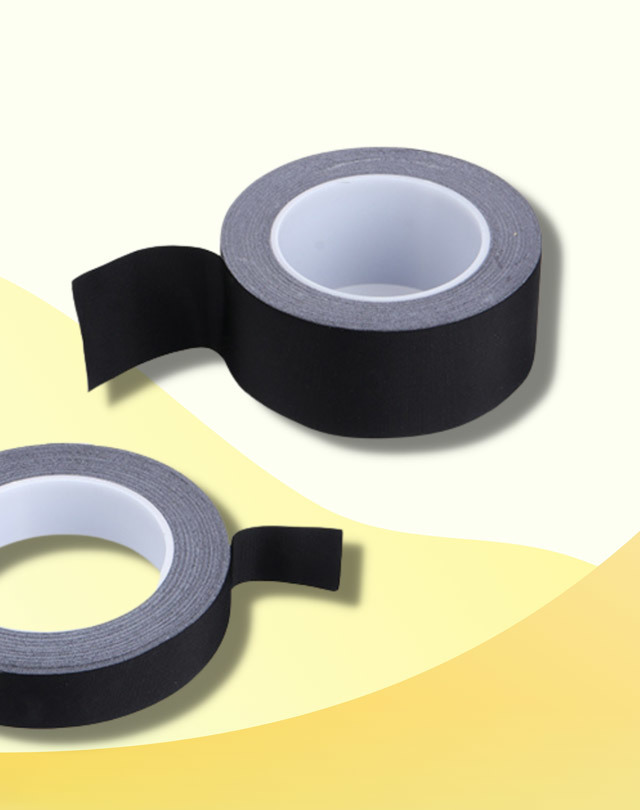
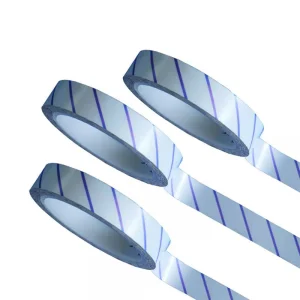
In the Central Sterile Services Department (CSSD), our steam and EO indicator tapes are the frontline of defense. They provide immediate visual confirmation that surgical instrument packs have been processed, reducing the risk of HAI (Hospital-Acquired Infections).
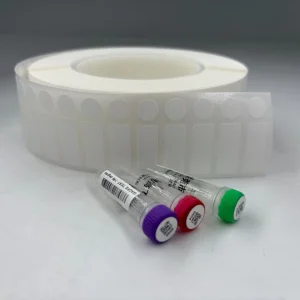
Our cryogenic laboratory labels are designed for the rigors of sample preservation. These labels adhere firmly to tubes and vials submerged in liquid nitrogen, ensuring that critical patient samples are never misidentified during decades of storage.
We partner with medical device manufacturers to provide custom-branded indicator labels and barrier films. Our OEM/ODM services allow for seamless integration of labels into the final packaging of sterile disposables.
Guangzhou Jalil Medical Co., Ltd. is a leading manufacturer and supplier specializing in medical sterilization packaging and tape for healthcare facilities worldwide. With years of experience in the infection control and medical packaging industry, we provide high-quality solutions that ensure the safety and sterility of medical instruments. Our product range includes sterile pouches, autoclave sterilization wraps, chemical indicator strips, and sterilization tapes, all designed to meet rigorous international standards.
Committed to quality and innovation, Jalil Medical operates modern ISO-certified production facilities, combining advanced machinery with strict quality control to deliver consistent, reliable products. We support OEM and ODM services, allowing healthcare providers and distributors to access customized solutions that meet specific operational and regulatory requirements.
Our products are widely used in hospitals, clinics, laboratories, and surgical centers, helping healthcare professionals maintain infection-free environments. By integrating cutting-edge materials, color-changing indicators, and peelable packaging designs, we enhance usability and safety, ensuring instruments remain sterile until use.
At Guangzhou Jalil Medical, our mission is to provide trusted, cost-effective, and environmentally responsible sterilization packaging solutions. We pride ourselves on excellent customer service, timely delivery, and continuous innovation to meet the evolving needs of the healthcare industry.
Whether for small clinics or large hospitals, Jalil Medical is a reliable partner for high-quality medical sterilization packaging and tape.
As a premier Chinese manufacturer, we offer a unique competitive edge that combines mass-scale production with meticulous customization. Our strategic location in Guangzhou allows for rapid logistics and access to the world’s most robust raw material supply chain.
Our expertise as exporters extends beyond manufacturing; we understand the customs and regulatory paperwork required for smooth importation into the USA, EU, and Asian markets. When you partner with Jalil Medical, you are leveraging a world-class manufacturing hub focused on Quality First.